Nun war mein bisheriger Drucker, mit dem ich den C-3PO gedruckt habe (ein X400 von Germanreprap) auch schon nicht gerade klein, aber er scheitert eben z.B. an einer entscheidenden Disziplin: Einen Astromech-Dome in einem Stück drucken...
Zu meiner Überraschung mußte ich feststellen, daß das Angebot an käuflichen 3D-Druckern in dieser Größe inzwischen arg überschaubar geworden ist. Viele Crowdfunding-Projekte, die Großdrucker entwickeln wollten, sind inzwischen eingeschlafen.
Am Ende blieb eigentlich nur noch der Creality CR10 S5 über, den ich schon etwas länger im Auge hatte. Der Haken bei dem Gerät: Die Produktion ist inzwischen eingestellt; und es gibt nur noch Restbestände auf dem Weltmarkt. Der etwas modernere CR Max klingt zwar größer, hat aber nur einen 45x45x45 cm-Bauraum. Für Astromech-Domes leider einen Tick zu klein.
Also den CR10 S5 bestellt, und innerhalb von wenigen Tagen stand eine große Kiste vor der Tür. Öffnet man den Karton, schaut einem gleich das riesige Druckbett (500x500 mm) entgegen:
ABER: Das ging mir als altem Hasen, der schon drei 3D-Drucker aus Einzelteilen zusammengebaut hat, und dem die Funktionsprinzipien klar sind, locker von der Hand. Wenn ich mir aber vorstelle, daß ein Anfänger mit der katastrophal von Chinesisch auf Englisch übersetzen, und auch sonst ziemlich konfusen und unvollständigen Anleitung seinen ersten Drucker zusammenstecken soll, werde ich echt skeptisch. Gottseidank gibt´s viele Hilfsvideos auf Youtube.
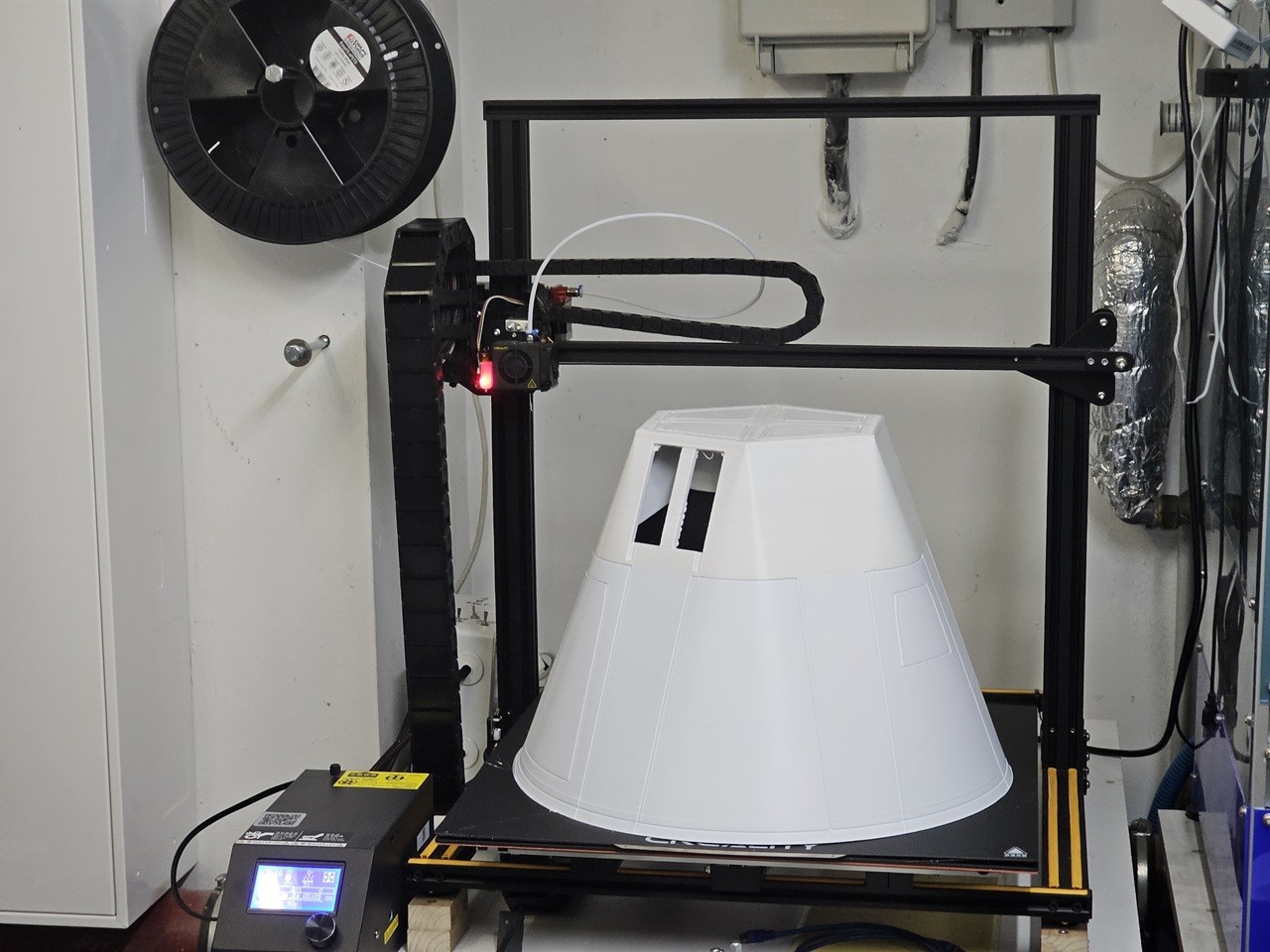
Fertig out of the Box sieht das Schätzchen dann so aus:
Dann ging´s ans Bedleveling: Erster Punkt vorne links: Check. Zweiter Punkt hinten links: Check. Dritter Punkt hinten rechts: Hä ? WTF ? Das Bett, das links schon auf 0,2 mm Abstand eingestellt har, hatte rechts rund 7 mm Abstand !!! Und da war auch mit den Einstellfedern nichts zu machen.
Die Fachleute in der großen chinesischen Druckerfabrik hatten schlicht die beiden Z-Hubspindeln auf 7 mm unterschiedliche Nullpunkte eingestellt ! Jetzt verstand ich, daß im Internet einige Anfänger über den CR10 S5 fluchen, und teils erst nach Monaten zum Laufen bringen.
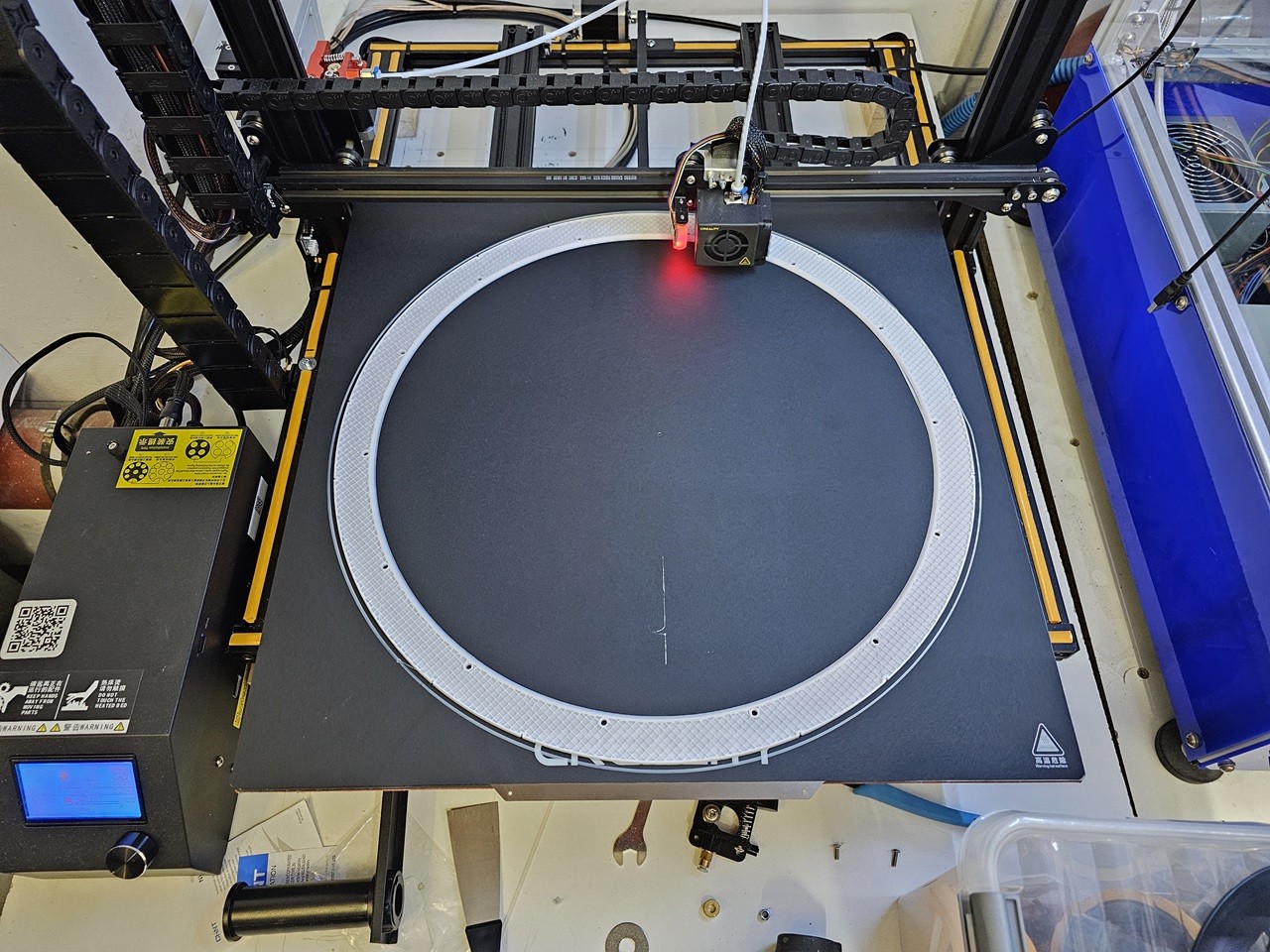
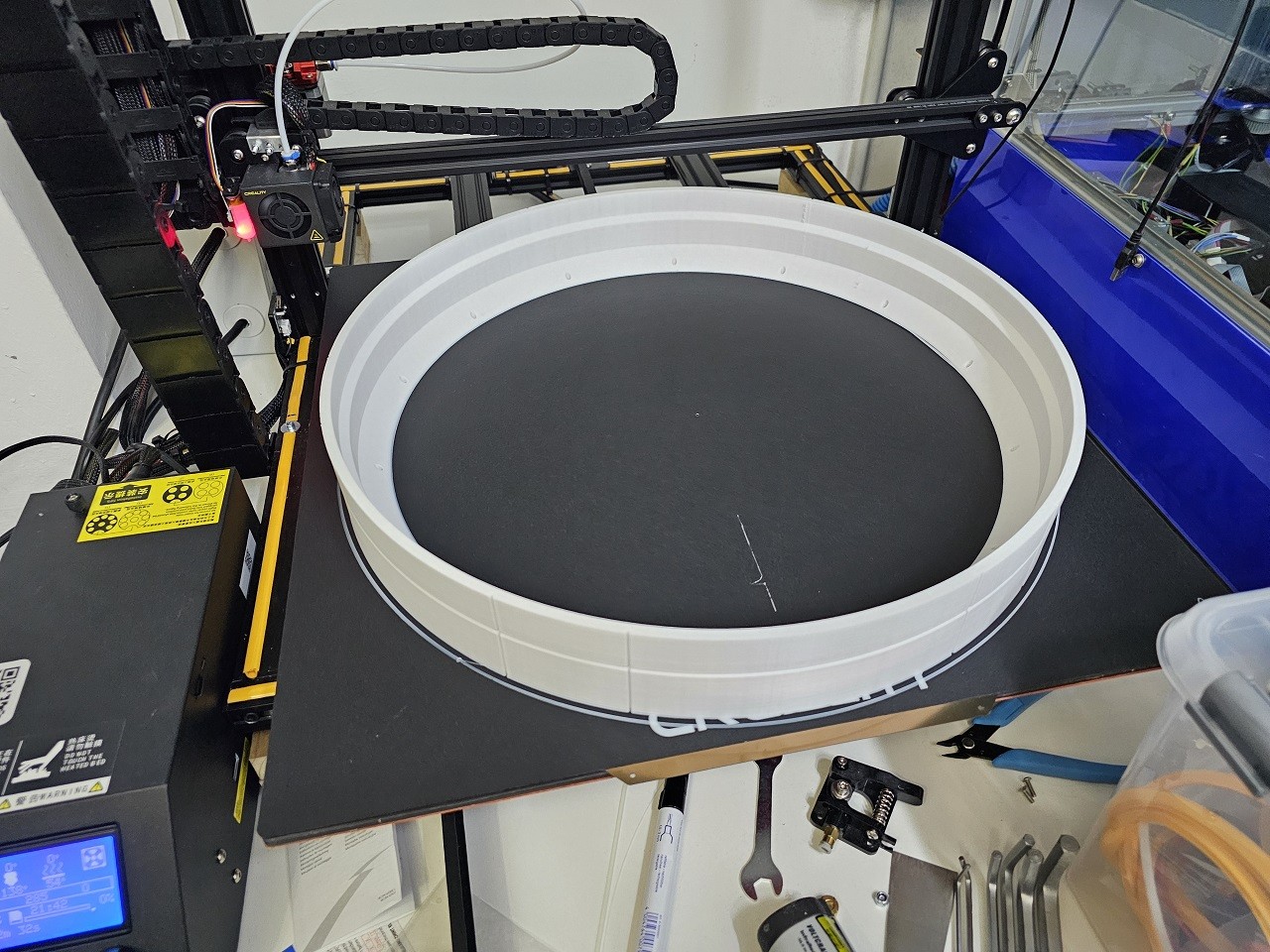
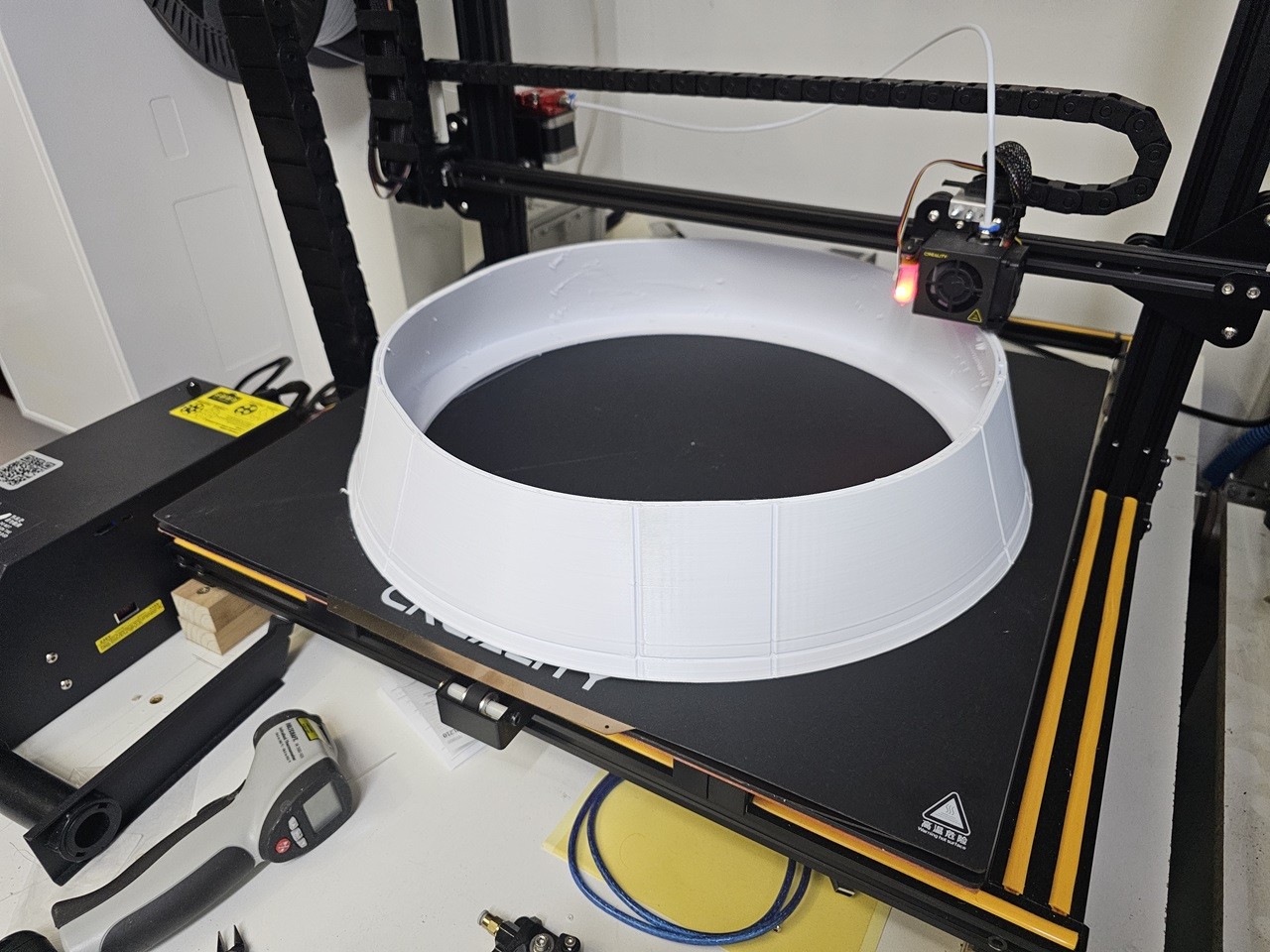
Dann ging der erste Testdruck los, mit der dem Drucker beiliegenden 200g-Testspule. Aber dazu im nächsten Beitrag mehr...